Root Cause Analysis: How It Informs CAPA


Kevin Lee

When something goes wrong in a manufacturing facility, it’s not only important to address the issue, but prevent it from happening again. Only by understanding the root cause of the issue can you stop it from recurring. In the fast-paced environments of Food & Beverage and CPG plants, timeliness is critical for pinpointing the heart of an issue. For this reason, plant management relies on the tried-and-true methods of Root Cause Analysis (RCA) and Corrective And Preventative Action (CAPA) to identify and prevent issues. Here’s a closer look at how these approaches benefit operations and how they’re being modernized for greater speed and accuracy.
In this blog:
What Is Root Cause Analysis?
Root Cause Analysis (RCA) is a method to help identify what, how, and why an event occurred so that steps can be taken to prevent future occurrences. It involves the practices of data collection, root cause identification, and recommendation generation and implementation. In other words, RCA is an application of techniques that allows you to look beneath the surface to explore causal pathways from the problem to its true root causes.
What Are Root Causes?
To understand root causes, we must first understand what constitutes a manufacturing problem in the first place. At the simplest level, a problem might be a deviation from customer specifications or another type of nonconformance. For instance, perhaps a machine is improperly calibrated on a recurring basis, or there’s a design flaw with a product.
The root causes behind these problems are the specific, underlying causes that can be reasonably identified, are within management’s control to remedy, and that generate effective recommendations to prevent recurrences.
What Is CAPA?
CAPA stands for Corrective and Preventive Actions. If the root cause is the subject, the CAPA is the verb, or action phrase. The root cause is why the issue is happening, while the CAPA represents what will be done to address it and prevent it from happening again.
The Corrective Action is designed to correct an immediate problem.
The Preventive Action is designed to prevent the problem’s reoccurrence.
RCA vs. CAPA: How Are They Different But Connected?
While RCA and CAPA are two different practices, they are intertwined and make up a comprehensive approach to dealing with manufacturing issues.
The RCA is used to systematically discover the reason for a problem.
The Corrective Action is taken to ensure that the problem doesn’t take place again.
The Preventive Action is taken to prevent the problem from taking place in the future.
Why Are RCAs & CAPAs Required?
RCAs and CAPAs are essential to any manufacturing process. We know problems will always exist to some degree, so we need a systematic way to deal with them as they occur and to prevent them from happening again. Only then can we drive continuous improvement across a facility.
In the Food & Beverage or CPG industries, for example, you could be dealing with a giveaway problem. Exceeding weight limits in packages can impact your bottom line and cut into your profits. Identifying the root cause of the issue and establishing CAPAs to prevent it will help you implement meaningful changes that effectively address the problem.
Together, RCAs and CAPAs:
Ensure quality improvements of processes and functions.
Maintain the quality of products and services.
Satisfy the needs and expectations of customers consistently.
RCA Inputs
The issues that trigger an RCA are known as RCA inputs. These might include:
Nonconformances (for instance, if a supplier sent materials in the wrong quantity or color)
Customer complaints
Deviations from specifications
Incidents, such as line shutdowns
Recalls/returns
RCA Outputs
The RCA outputs are the CAPAs described above to eliminate and prevent the root causes you’ve identified.

When Should You Conduct an RCA?
Plant management should instruct their teams to initiate an RCA any time there's a problem that mustn't recur. The issue could occur anywhere within your operations, from excess giveaway to a device that’s failing in the field.
RCA overall is a company-wide endeavor, and in many cases, it will take collaboration from several departments to identify the root cause of any given issue. In fact, 41% of companies polled by SafetyChain say that three departments are usually involved in the RCA and CAPA process, while 29% of respondents said four or more may be involved.
A Real-World Example
After experiencing a high rate of customer rejections and internal reruns, a plastic extrusion company tried to determine their Cost of Quality (CoPQ). They determined their CoPQ was $300 per month or $3,600 per year based of the rate of customer rejections and internal re-runs, which totaled three to four per month. According to their math, the rework of molding and paint defects amounted to 2.5% of their sales.
Yet, the plant was at total capacity, and the company failed to factor in some essential details. For instance:
As a 720-piece order, the cycle time of three parts per minute amounted to four hours of rework.
The machine charge time was $600 per hour, and there was an additional hour needed for setup.
Because the rework was being done on the weekend, operators were being paid time and a half.
The cost of additional inspection and packaging amounted to $250.
The parts sell for $2.10, representing the opportunity cost.
With all these factors added up, the average cost of a re-run was $4,870—or more than the company originally estimated as their CoQ for the entire year. With four per month (48 per year), the annual cost was actually $233,000 per year—without factoring in the costs of customer annoyance and staff time spent on Return Merchandise Authorizations and other administrative work.
Manufacturers must be willing to spend what it takes to fix the problem and use full root cause and corrective action tactics to identify and address issues.
How to Conduct an RCA
In general, the RCA/CAPA process should follow this framework:
Define the problem. Ensure you identify the issue clearly and that it’s aligned with a customer’s need.
Collect data relating to the problem. This could include information from various machines, shifts, weights and volumes, and other metrics.
Identify what’s causing the problem.
Prioritize the causes of the problem.
Identify solutions to the underlying problem and implement the change.
Monitor and sustain the results.
Common RCA Tools
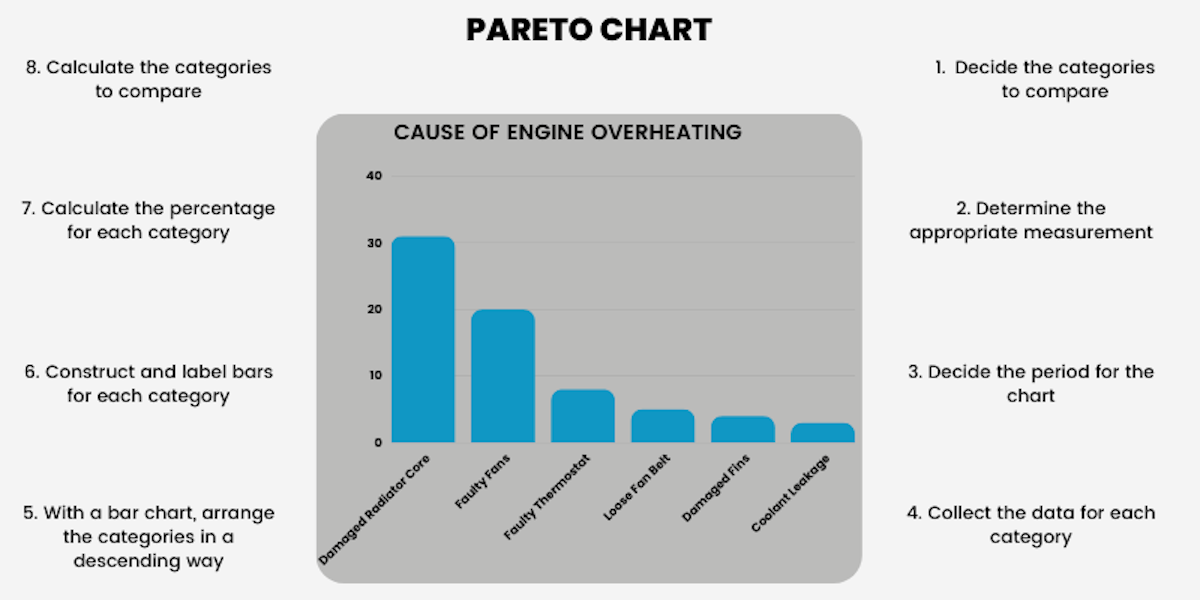
There are several tools you can use to investigate RCA. In many cases, you’ll find yourself using a combination of methods. The Pareto Chart and Failure Mode and Effects Analysis (FMEA) are two popular options to consider.



Here’s a closer look at two additional options:
The 5 Whys
The 5 Whys is a basic yet effective cause-and-effect approach to help you reach the root cause of an issue. You’ll start by identifying the problem (RCA input), then eventually question why each issue might be occurring until you uncover the root cause. Keep in mind that you don’t have to necessarily stop at five; in some cases, there could be six or seven iterations.
The Fishbone Diagram
The fishbone diagram encourages you to explore six common factors that could contribute to an issue in manufacturing:
Materials
Methods
Measurements
Machines
Environment
Personnel
Sometimes referred to as the 6 Ms method, “environment” and “personnel” may also be called “Mother Nature” and “Manpower,” respectively.
Using a Digital Plant Management Platform for RCA & CAPA
Traditionally, many managers in manufacturing use whiteboards, papers, and other manual methods for uncovering root causes. Yet, these processes can be clunky and don’t always allow you to get to the data you need efficiently.
With a Digital Plant Management Platform, all of the data you need is already in the system. Moreover, the software has tools such as built-in Fishbone diagrams and 5 Why modules you can use for a streamlined experience. Because the software is available on any platform, all participants—including managers from various departments—can access the data for a holistic view.

Plant management will have a pulse of all problems going on in any plant at any given time, since issues are categorized by open, done, and late tasks. The CAPA summary displays information from all investigations (including internal audits), follow-ups for visibility into the problems that matter most, and simple management of the various stages of RCA and CAPA.
Digitized plant management provides better accuracy and speed by trending the data, predicting and preventing issues, and supporting quicker training. Find out more about how a Plant Management Platform supports RCA and CAPA by providing you with real-time operational and equipment data here.













